









Гофрокоробление
Причины появления коробления и способы его избежания при производстве гофрокартона

- Опубліковано
в журналі Гофроіндустрія: 5/119 май 2016 - Рубрика: Технології
- Категорія: Архівний контент
- Опубліковано
в журналі Гофроіндустрія: 5/119 січень 2016 - Рубрика: Технології
- Категорія: Архівний контент
Сложно переоценить значение качества продукции в современном мире. Качественная продукция – залог успеха в конкурентной борьбе. Конечно, каждое предприятие стремится достичь бездефектного производства. Но на пути к этой цели есть множество преград. Брак был, есть и в обозримом будущем будет составляющей любых производственных процессов. В результате возникновения брака у предприятия возрастает себестоимость продукции и уменьшаются объемы реализации, возникают дополнительные расходы на доработку и исправление.
Одним из основных видов брака при производстве гофрокартона является коробление. Согласно статистике, из-за коробления количество отходов производства увеличивается на 1%, а производительность снижается на 10–15%. Кроме того, это дополнительная робота для операторов, разочарование персонала и риск жалоб клиента.
Вид коробления
Коробление бывает разным. И определение вида коробления – это первый этап по выявлению возможных причин его возникновения. Ко всему, свою роль играет и время обнаружения коробления. Ведь обнаружив брак во время процесса производства, его можно устранить. А вот когда коробление готовой продукции обнаруживается в стопах на складе, то тут уже ничего не исправишь.
Коробление бывает продольным, в машинном направлении или поперечным. Загибы картона могут быть как вверх (обычное коробление), так и вниз (обратное коробление). Кроме того, коробление бывает S-образным, спиралевидным, с перекосом картонного полотна, и есть еще коробление кромки.
Среди причин можно выделить: дисбаланс влаги между лайнерами, дисбаланс натяжения между лайнерами, натяжение или сжатие волокон, а также влага, пар, сырость в цеху или на складе.
Коробление из-за дисбаланса влаги
Бумага расширяется из-за влаги и сужается, когда она сухая. Когда влажность возрастает, расширяя бумагу, а затем снижается до исходной, то бумага дает усадку в обоих направлениях до размеров ниже исходных. Это т. н. «эффект гистерезиса». Два лайнера могут сужаться и расширяться разное количество раз. Кроме того, когда процесс сужения-расширения повторяется, происходит дальнейшая общая усадка, но каждый раз степень усадки снижается. Бумага с более высоким содержанием влаги имеет тенденцию к большему восприятию дополнительной влажности, чем изначально высушенная бумага. Если бумагу подвергают нагреву, этот эффект проявляется в большей степени из-за расширения и усадки. Сила, возникающая в структуре картона, также влияет на коробление. Кроме того, степень сужения-расширения значительно больше поперек волокна, чем в продольном направлении.
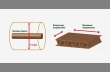
Эффект влажности
Когда бумага впитывает воду, волокна начинают набухать, расширяясь в диаметре. Это означает, что, когда лайнер становится более влажным, он расширяется в поперечном направлении (рис. 1). Кроме того, если влажность на верхнем и нижнем лайнере изменяется по-разному, это тоже приводит к короблению. При поступлении влаги пучок волокон расширяется в 15 раз в поперечном направлении. В продольном машинном направлении расширения не происходит (рис. 2). Лист лайнера состоит из нескольких слоев или пучков волокон. Влага воздействует на верхний слой лайнера, волокна бумаги разбухают (рис. 3). Влага из крахмала переходит в наиболее близкие к лайнерам волокна и расширяет их. В результате дисбаланса влаги, которая воздействует на полотно двухслойного гофрокартона, образуется натяжение, что приводит к загибу гофрокартона вниз.
У коробления есть две фазы:
- Влажная фаза. Когда картон влажный, волокна расширяются и картон скручивается.
- Вторая фаза – сушка. При сушке картон дает усадку с той стороны, где более влажно.
Причины дисбаланса влажности
Применение крахмала – при выходе крахмала за конкретные границы точки соприкосновения образуется избыток воды, ведь 75% крахмала – это вода. Соответственно, чем больше крахмала – тем больше воды.
Лайнеры – разница между ними не должна превышать 2%. При 3% разницы коробление становится неизбежным.
Брызги воды – сегментированный спрыск был одним из способов контролировать коробление. На данный момент в технологии производства картона водный спрыск не используется для этих целей, потому что он может навредить целостности волокон.
Покровной слой – отдельные виды покровного слоя могут иметь водную основу, что будет способствовать короблению.
Нагреватели – преднагреватели можно использовать для контроля и недопущения коробления. Тем не менее, их основная задача – подготовка гофрокартона для склейки. Они могут быть причиной чрезмерной усушки.
Время простоя – когда гофроагрегат останавливается, гофрокартон, находящийся в секции сушильного стола и преднагревателя, продолжает усыхать, в то же время гофропресс работает вхолостую. Поэтому при запуске из-за разницы в скорости на сушильном столе и гофропрессе может образоваться коробление.
Сукно гофроагрегата – чрезмерное количество пара или же попадание воды на сукно может вызвать коробление.
Чтобы избежать дисбаланса натяжения, стоит обратить внимание на следующие моменты: разницу в натяжении между лайнерами, чрезмерное натяжение на накопительном мосту, разбалансированность лайнеров, непараллельность механических условий, намотку рулонов.
Поперечное коробление может быть вызвано непараллельностью обхватывающих валиков или раскатов; тяжелыми наслоениями химических добавок, клея, воска и элементов покровного слоя на обхватывающих валиках; засорением вакуума на направляющих накопительного моста; разницей в толщине лайнеров.









Ниже описаны действия, которые призваны помочь избежать коробления гофрокартона. Возможно, некоторые из них станут актуальными как раз для вас.
Обычное коробление (вверх). Можно увеличить скорости для снижения потери влаги на сушильном столе (повышает производительность). Снизить количество удерживающих элементов на прессе для производства 3-слойного гофрокартона. Проверить клеевые системы на прессах и убедиться в корректности нанесения клея (правильности работы). При необходимости настроить их. Перекалибровать настройки системы подачи клея, если это необходимо. Свести к минимуму применение крахмала на гофропрессе, чтобы уменьшить на нем влажность. При ручной регулировке клеевого зазора стоит перепроверять надежность склейки. Снизить объем пара или водяного спрыска на гофропрессе. Увеличить подачу крахмала в клеильной секции. Увеличить натяжение нижнего лайнера на тормозном устройстве (однако не слишком сильно, потому что это приведет к поперечному короблению). Снизить объем склада на накопительном мосту до минимума и синхронизировать работу гофропресса и пресса для 3-слойного гофрокартона, используя систему управления накопительного моста. Настроить петли на накопительном мосту в режим 9±1 для гофрокартона профилей A/B/C и 3±1 для гофрокартона профиля Е или других мелких профилей.
Обратное коробление (вниз). Можно использовать объем склада на накопительном мосту для работы гофропресса и пресса для 3-слойного гофрокартона в синхронном режиме, регулируя процесс системой управления накопительного моста. Настроить петли на накопительном мосту в режим 9±1 для гофрокартона профилей A/B/C и 3±1 для гофрокартона профиля Е или других мелких профилей. Увеличить количество удерживающих элементов на прессе для производства 3-слойного гофрокартона. Увеличить среднюю влажность на гофропрессе при помощи паровых спрысков. Уменьшить подачу крахмала в клеильной секции. Увеличить количество полотна двухслойного гофрокартона на накопительном мосту для увеличения влажности. Увеличить натяжение полотна двухслойного гофрокартона, чтобы вызвать перекос в машинном направлении. Добавить влажного пара на основную сетку гофроагрегата, чтобы повысилась влажность. Увеличить клеевой зазор на гофропрессе.
Продольное коробление. Если вверх, то можно снизить натяжение на накопительном мосту, снизить натяжение двухслойного гофрополотна, увеличить натяжение на сушильном столе. Если вниз, то можно увеличить натяжение двухслойного гофрополотна, снизить натяжение на сушильном столе, увеличить натяжение на тормозном устройстве накопительного моста.
Спиральное коробление является комбинацией продольного и поперечного короблений. Его причиной обычно служит либо слишком большая разность углов между машинным направлением и обычным направлением волокон, либо неравномерное напряжение в одном или обоих лайнерах в процессе гофрирования. Если такой тип короблений на производстве – постоянное явление, то скорее всего дело в оборудовании, если же коробления возникают время от времени, то более вероятно, что причиной служит сырье. Для исправления необходимо проверить параллельность обхватывающих валиков, раскатов, валов на автозаправке и поддерживающих валов. Проверить установку и расположение всех остальных валов, проверить бумагу.
Контроль за спиральным короблением включает в себя: снижение температуры бумаги, настройку натяжения лайнера, проверку краев валов и выявление повреждений. Переверните лайнер и проверьте полярный угол (или амплитуду).
Если коробление то появляется, то исчезает, или же меняет форму, то это значит, что проблема в бумаге. Спиральное коробление часто возникает, когда несоответствие между полярными углами двухслойного гофрокартона и лайнера превышает 5%.
Простой тест покажет, является ли эта проблема результатом разности углов одного или обоих лайнеров.
Отрежьте небольшой квадрат, примерно 15х15 см, и отметьте машинное направление. Увлажните одну сторону, спрыснув водой, или при помощи мокрой тряпки или губки. Положите образец мокрой стороной вниз и посмотрите, как он скручивается. Если полярный угол меньше 5°, то лайнер будет скручиваться с двух сторон симметрично, в противном случае вы увидите, как он скручивается под углом.
Это можно проделать и с хорошим лайнером, только один квадрат вырезать в машинном направлении, а второй – под углом 45°.
Среди причин S-образного коробления можно выделить: повреждение шабера на клеевом узле, непараллельное расположение клеенаносящего и вспомогательного валов, засорение парового душа, влажные потеки в лайнере.
Коробление кромки. Причинами могут быть: чрезмерное количество клея из-за изношенности или загрязнения валов, ненастроенный или изношенный прижимной вал, ненадлежащее хранение рулонов, плохой контакт бумаги с преднагревателем из-за неправильного расположения бумаги.






